-
![压力调节阀不动作]()
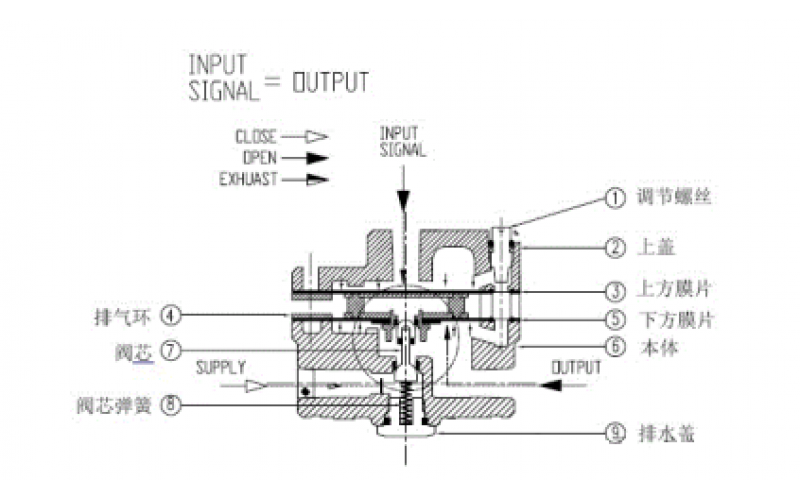
压力调节阀不动作
调节阀不动作故障原因分析 原因1: 无气源或气源压力过小。 措施:应首先检查气源( 仪表空气) 是否通畅,气源压力是否达到该阀使用要求。 原因2: 有气源,无输出信号气压力。
2024-09-06 米兰(中国)
-
![防喘振阀全开故障原因分析]()
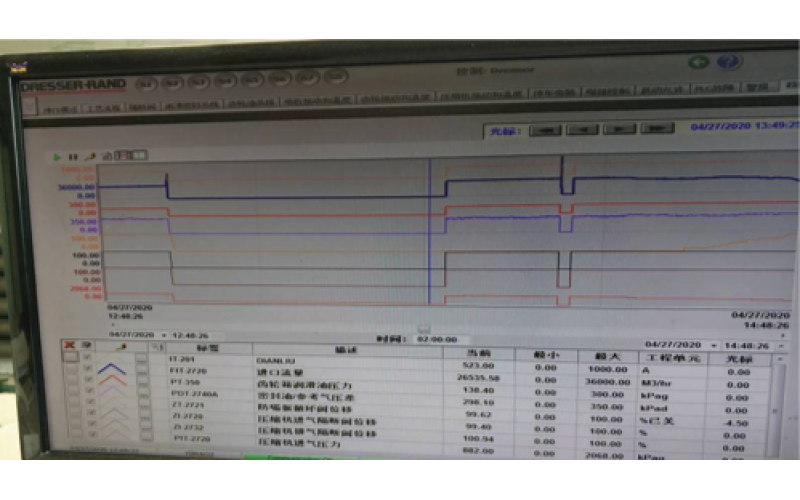
防喘振阀全开故障原因分析
故障经过20年4月27日13点01分42秒,公司炼油生产部气体分馏装置压缩机操作人员反映压缩机出口压力PT21入口流量FT20等10点参数显示为“0”,防喘振阀处于自动模式下自动全开。工艺操作人员立即将防喘振改为手动控制,强行进行关闭操作,未对装置造成大的影响。
2024-09-04 米兰(中国)
-
![压力低低触发加热炉燃料气联锁]()
压力低低触发加热炉燃料气联锁
下午蒸馏常减压炉燃料气快速断阀关闭,瓦斯压力低低触发加热炉燃料气联锁,工艺应急处理比较及时。仪表车间到现场检查发现常压炉燃料气切断阀供电回路掉电导致装置联锁,车间安排立即恢复供电,配合恢复生产,仪表车间在检查线路完未发现异常后立即送电恢复,装置恢复正常。
2024-09-04 米兰(中国)
-
![高压泵振动联锁故障原因分析]()
高压泵振动联锁故障原因分析
故障经过装置运行1.5年,一天上午,高压加氢装置高压泵 P02A 联锁停泵,仪表保运班组接到电话后前往中控室切除联锁配合恢复装置生产,仪表值班干部到高压加氢工程师站调取联锁停泵原因,调取 SOE 记录,显示为透平振动 VYT-02 高高联锁停泵。车间及时切换至电泵运行,仪表车间拆检探头。
2024-09-04 米兰(中国)
-
![导波雷达液位计故障原因分析]()
导波雷达液位计故障原因分析
过程检查及分析工艺外操人员到现场查看D-26 罐玻璃板液位计的测量值在1100mm 左右。仪表维修工到现场检查该表变送单元显示正常,无故障报警,随后对该表 进行低点排放处理后恢复正常。 导波雷达液位计是根据发射的雷达波到液位后接收的反射波原理进行测量。由于不同种液体的介电常数不一样,反射的雷达波的强度也就不一样。由于D-26罐底部积水,而水的介电常数比C5-馏分的介电常数大,即水的反射波强度大于C5-馏分反射波的强度,导致LT-13直接测量水的液位,忽略了待测液体的液位。
2024-09-02 米兰(中国)
-
![SIS联锁误动作置装置停车]()
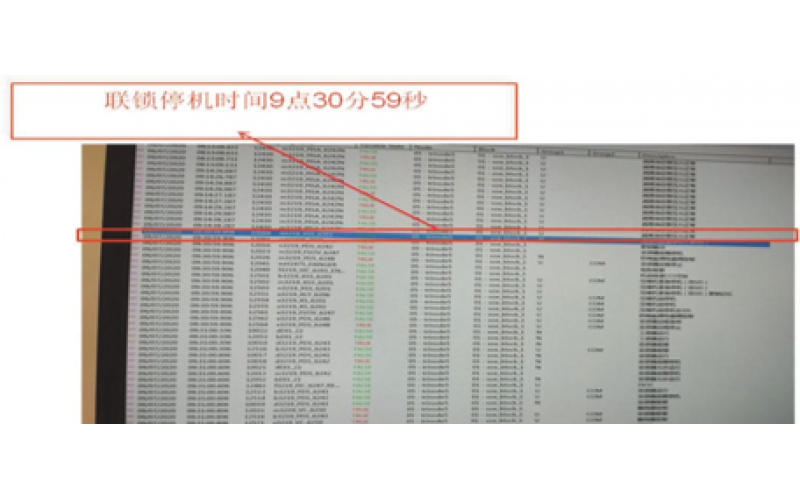
SIS联锁误动作置装置停车
故障经过9月7日9点30分,装置制冷压缩机 K01停 机,同时打开 K01入口分液罐放空紧急切断阀 XOV-01,关闭K01入口紧急切断阀XCV-02 和 XCV-03 ,并造成生产小幅波动。工艺人员发现K01停机后赶往现场检查,并启动应急预案,准备重新启动制冷压缩机K01。9 点40分,仪表人员接到工艺电话,得知情况后立即 赶往现场配合工艺紧急处置,在启动 K01 后,赶往三联合机柜间,查找 事故原因。11 时仪表人员在核对系统事件记录后,发现SIS联锁I-01误动作,CCS系统接收到自SIS系统的联锁停机信号导致K01停车。随后仪表人员对仪表线路及系统卡件进行检查,在检查过程中发现烷基化 SIS系统辅操台上,联锁急停按钮HS-00接线端子虚接,在重新接线并紧固端子后,系统恢复正常。
2024-09-02 米兰(中国)
-
![西门子PLC SFC顺序控制设计启保停编程介绍]()
西门子PLC SFC顺序控制设计启保停编程介绍
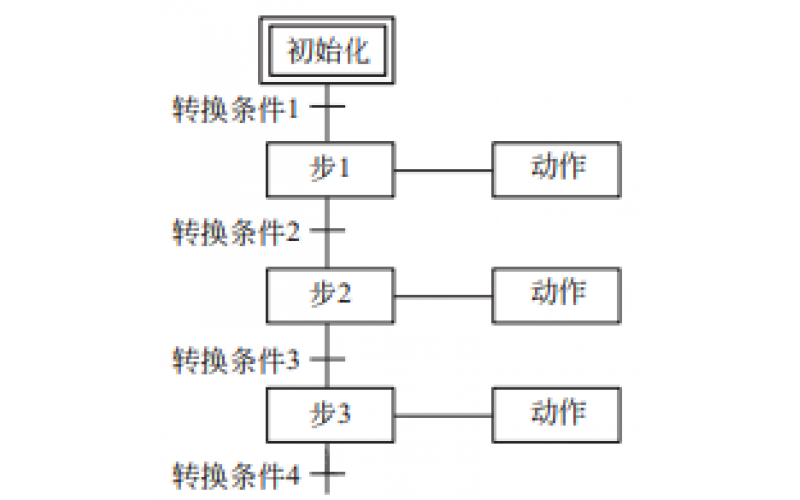
所谓顺序控制, 就是按照生产工艺预先规定的顺序, 在各个输入信号的作用下, 根据内部状态和时间的顺序, 在生产过程中各个执行机构自动地有秩序地进行操作。使用顺序控制设计法首先根据系统的工艺过程, 画出顺序功能图, 然后根据顺序功能图编写程序。有的PLC 编程软件为用户提供了顺序功能 (Sequential Function Chart, 简称 SFC) 语言, 在编程软件中生成顺序功能图后便完成了编程工作。例如西门子S7-300/400 系列 PLC 为用户提供了顺序功能图语言, 用于编制复杂的顺序控制程序。利用这种编程方法能够较容易地编写出复杂的顺序控制程序, 从而提高工作效率。
2024-09-02 米兰(中国)
-
![称重给煤机运行速度指示不准]()