-
![高压变送器腰轮垫片崩开导致介质泄漏]()
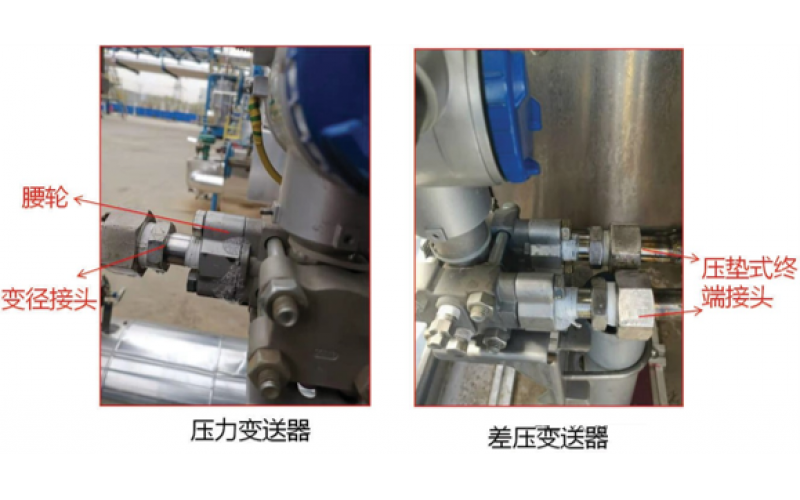
高压变送器腰轮垫片崩开导致介质泄漏
9月8日,循环氢压缩机K01II出口循环氢压力11-PT-39腰轮崩开,介质循环氢、操作温度91℃、操作压力19.1MPa; 9月23日,E04II壳程入口混合氢流量11-FT-30单侧腰轮崩开,介质混合氢、操作温度91℃、操作压力18.7MPa;
2024-09-25 米兰(中国)
-
![切断阀突然关闭故障原因分析]()
切断阀突然关闭故障原因分析
6月24日09:42,K-102CO2压缩机四段出口管线上安全阀起跳,四段出口流量计FT-137无指示,经现场确认,流量计无指示是由K-102四段出口至汽提塔入口切断阀HV-02关闭造成。仪表人员更换电磁阀并进行调校后,12:00交付三厂工艺人员使用。该阀关闭,造成尿素装置停车封塔4小时。
2024-09-20 米兰(中国)
-
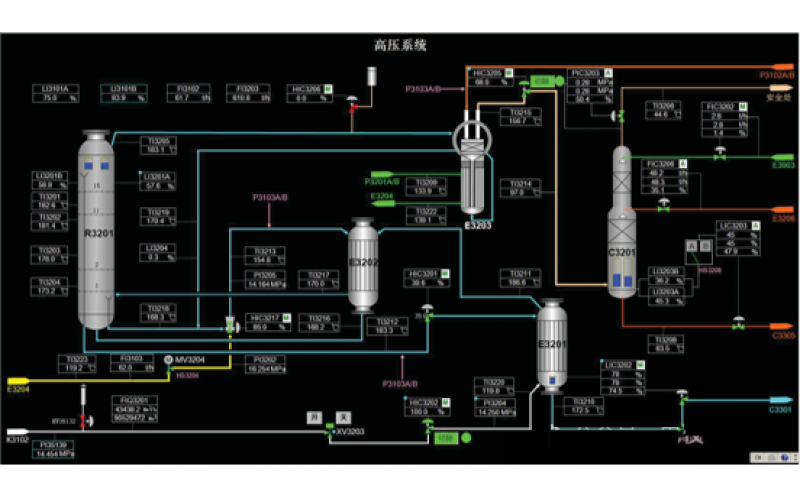
![空压机尾气压力低联锁原因分析]()
-
![防喘振阀全开故障原因分析]()
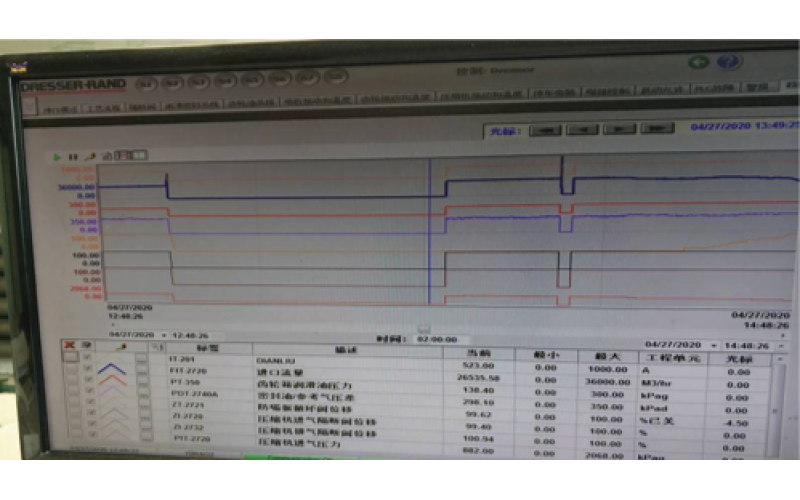
防喘振阀全开故障原因分析
故障经过20年4月27日13点01分42秒,公司炼油生产部气体分馏装置压缩机操作人员反映压缩机出口压力PT21入口流量FT20等10点参数显示为“0”,防喘振阀处于自动模式下自动全开。工艺操作人员立即将防喘振改为手动控制,强行进行关闭操作,未对装置造成大的影响。
2024-09-04 米兰(中国)
-
![SIS联锁误动作置装置停车]()
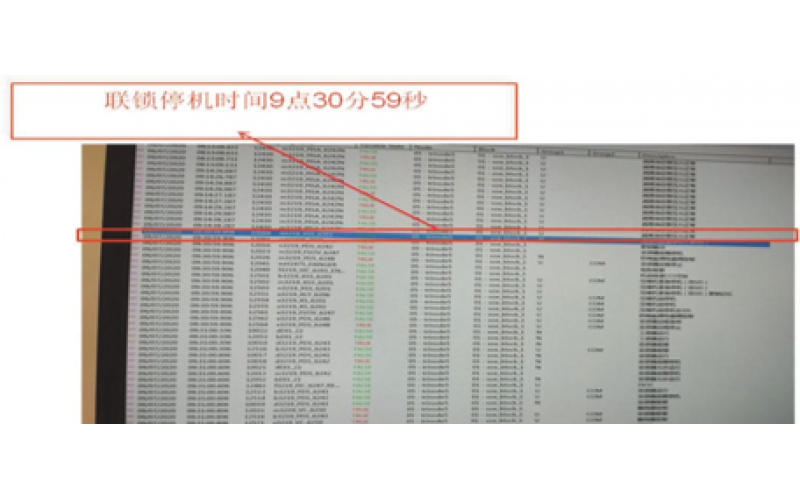
SIS联锁误动作置装置停车
故障经过9月7日9点30分,装置制冷压缩机 K01停 机,同时打开 K01入口分液罐放空紧急切断阀 XOV-01,关闭K01入口紧急切断阀XCV-02 和 XCV-03 ,并造成生产小幅波动。工艺人员发现K01停机后赶往现场检查,并启动应急预案,准备重新启动制冷压缩机K01。9 点40分,仪表人员接到工艺电话,得知情况后立即 赶往现场配合工艺紧急处置,在启动 K01 后,赶往三联合机柜间,查找 事故原因。11 时仪表人员在核对系统事件记录后,发现SIS联锁I-01误动作,CCS系统接收到自SIS系统的联锁停机信号导致K01停车。随后仪表人员对仪表线路及系统卡件进行检查,在检查过程中发现烷基化 SIS系统辅操台上,联锁急停按钮HS-00接线端子虚接,在重新接线并紧固端子后,系统恢复正常。
2024-09-02 米兰(中国)
-
![压缩机润滑油泵无法停机故障]()
压缩机润滑油泵无法停机故障
故障经过 12月10日10 时设备人员做开车前 K701 压缩机油泵自启试验,发现油泵自启后,无法停机(现场操作柱及上位机画面均无法停机),只有在电气分闸才能停泵。
2024-08-30 米兰(中国)
-
![催化汽油加氢装置轴温高压缩机联锁]()
催化汽油加氢装置轴温高压缩机联锁
装置改造半年后,催化汽油加氢脱硫装置汇报循环氢压缩机K02B 联锁停机,装置联锁停工,车间立即通知仪表人员到场检查配合, 开启备用机组,装置逐步恢复生产,现场检查和故障原因分析。
2024-08-28 米兰(中国)
-
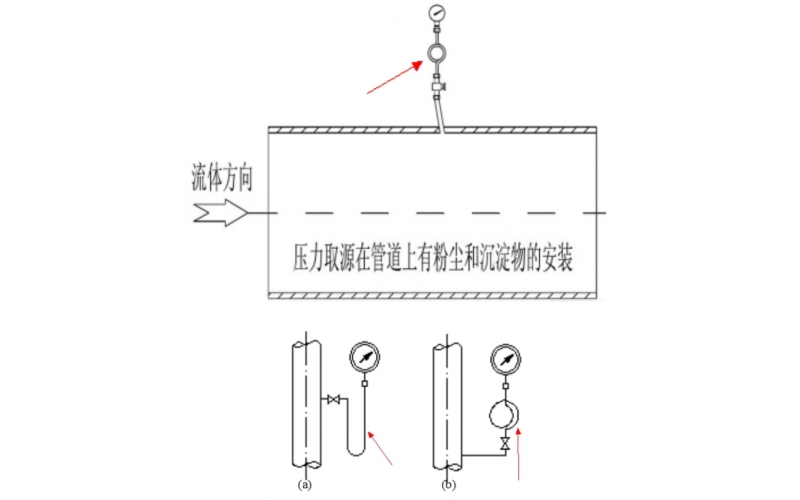
![压力表安装及更换使用说明]()